




產品特點
廣州菠萝蜜视频网站(hóng)IS-AM鋁材專用在線式紅外測溫儀是特別為測量鋁(lǚ)材而設計的,具備精確激光瞄準功能,LCD顯示當前狀態,可以方(fāng)便的對正測量目標(biāo)並指示最佳的(de)測量距離。為用戶提供(gòng)使用方便、高可靠性的(de)測量手段。特別適合鋁材擠壓成型等接觸式無法測量的環境。
激(jī)光指示測量方位,可調(diào)焦鏡最小聚焦可測2毫米
光斑指示最佳測量位置(200聚焦2mm和500聚焦3mm)
堅實耐用的(de)傳感頭符合IP65(NEMA4)標準
LCD溫(wēn)度顯示,現(xiàn)場發射率調節
4-20mA和數字同時輸出可(kě)選
主要應用領域
鋁材(cái),鋁(lǚ)板(bǎn),車轂,鋁擠壓成型。
基本參數 | ||||
產(chǎn)品型號 | IS-AM400AD | 儲(chǔ)存溫(wēn)度 | -20-80℃ | |
溫度量程 | 70-400℃ | 環境溫度 | 0-60℃ | |
環境(jìng)等級 | IP65 | 電纜長度 | 標準3m | |
淨重(chóng)量 | 400g(含電纜重量) | 主體(tǐ)尺寸 | 直徑45mm長(zhǎng)度112-114mm | |
主體材料 | 不鏽鋼外殼 | 響應波(bō)段(duàn) | 2.3μm | |
光學(xué)分辨率 | 150:1 | 響應時間 | 5ms | |
焦距 | 可調 | 相對濕度 | 10-95%,不結露 | |
激光點亮 | 1.引線(xiàn)觸碰點(diǎn)亮延時或常亮(因激光(guāng)有(yǒu)壽命,一般不建議常亮); | |||
2.目標溫度大於儀表下限(xiàn)溫度瞄準自動(dòng)打開,帶延時,激光延時熄滅時間可調。 | ||||
係統精度: | ±1% | 重複精度 | ±1℃ | |
溫度分辨(biàn)率: | 1℃ | 發射率 | 0.01-1.00可調(diào) | |
光學(xué)調焦:
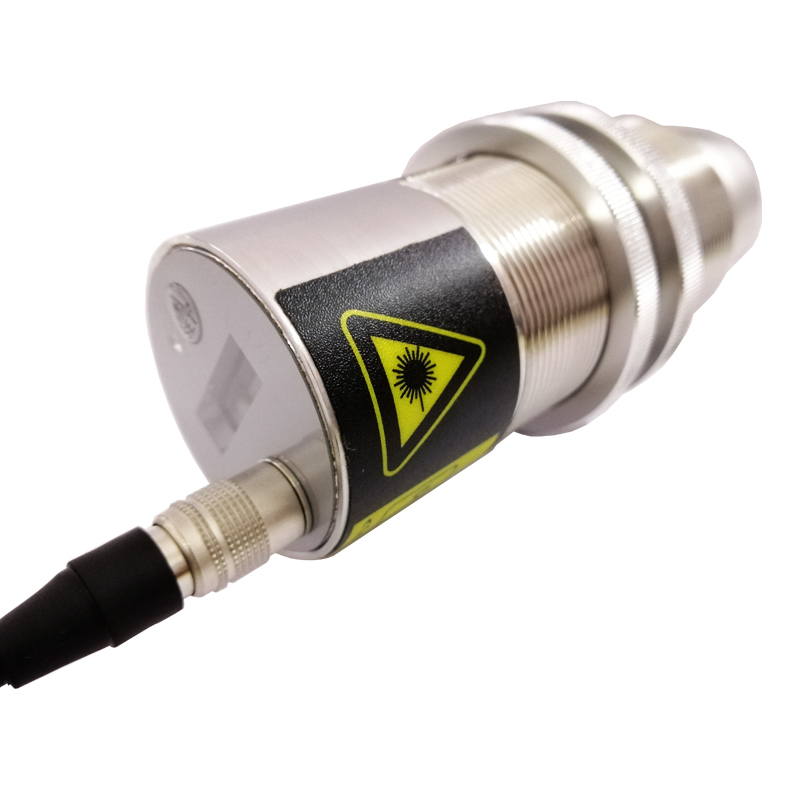
打開瞄準激光,鬆開(kāi)測溫儀前端的不鏽鋼鎖緊環,用戶可(kě)以轉動黑色的調焦組,使(shǐ)得測量目標處的激光光斑最小,最(zuì)清(qīng)晰。此時的(de)測溫儀在(zài)測量目標處的測(cè)量尺寸最小。
假定此時測量距離為L,測溫儀在此距離上的測量直徑為M=L/距離係數。
如果測量距離L為4.5米,測溫儀距離係(xì)數為150:1,測溫儀測量直徑則為30毫米。
注意:調焦完成後(hòu),應重新鎖緊不鏽鋼(gāng)鎖緊(jǐn)環,以確保測量的可靠性。
下(xià)麵的光(guāng)路圖表明了測溫儀在其他測量點的測(cè)量(liàng)直徑。
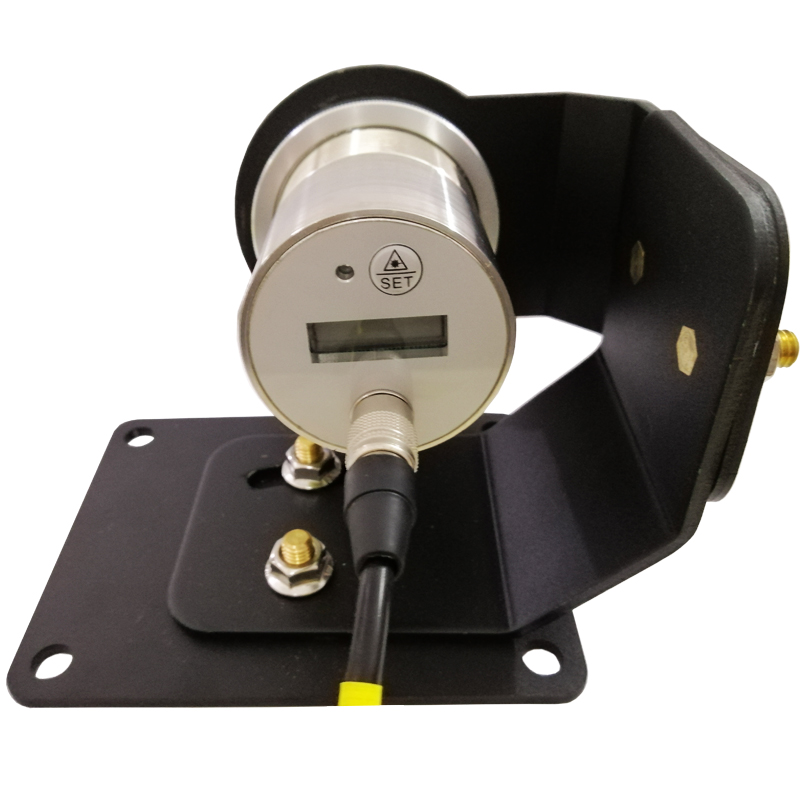
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應紅外(wài)測溫儀(圖1)")
選型表
型號(hào) | 溫(wēn)度量程 | 測量波長 | 距離係(xì)數 | 響應時間 | 焦距 |
IS-AM300AD | 50-300℃ | 2.3μm | 65:1 | ≤20mS(95%) | 90@1.5mm |
IS-AM400AD | 70-400℃ | 2.3μm | 150:1 | ≤5mS(95%) | 300@2mm |
IS-AM600AD | 100-600℃ | 2.3μm | 150:1 | ≤5mS(95%) | 300@2mm |
IS-AM1000AD | 250-1000℃ | 1.6μm | 150:1 | ≤5mS(95%) | 300@2mm |
工作原(yuán)理及注意事項
a、紅(hóng)外測溫原理
任何物體都向外輻射紅外能(néng)量,輻射強度隨著溫度的變化而變化(huà)。紅外測溫(wēn)儀一般使用波長在0.8μm-18μm範圍內的紅外輻射能量。
紅(hóng)外測溫儀(yí)是一種(zhǒng)光電子傳感器,它接收(shōu)紅(hóng)外輻射並將其轉化成電信號,經電子線路放(fàng)大器、線性化、信號處理,顯示或輸出溫度。
b、被測量點的最大距離和尺寸
被測目(mù)標的尺寸和紅外測溫儀的光學特性決(jué)定了被測目標(biāo)和測量頭之間的最大距離。為了避(bì)免(miǎn)測量誤差,被測目標應盡量充滿探測頭的視場。因此,應保持被測點始終小於(yú)被測物體或至(zhì)少與被(bèi)測(cè)目標相同尺寸。
C、環境溫度
AM係列紅外測(cè)溫儀可以在環境溫(wēn)度0-60℃範圍內工作。否則,請(qǐng)選用冷卻(què)保護套。
d、鏡頭清潔
儀器的鏡頭必須保持清(qīng)潔,避(bì)免因粘有灰塵、煙塵等汙染物而導致測量誤(wù)差甚至損壞鏡頭,若鏡頭粘有灰(huī)塵,可用擦鏡(jìng)紙蘸無水酒精擦拭。
e、電磁幹擾
為了防止電磁方(fāng)麵的幹擾,請保證以(yǐ)下措施:
請在安裝時盡(jìn)量使(shǐ)紅外測溫儀遠離電磁場源(比如電動機(jī)、馬達、大功率電纜等),如有必要可加金屬套管。
安裝
a、機械安裝
AM係列金屬殼體(tǐ)帶(dài)M45*1螺紋,可用於直接安裝,也可通過(guò)使(shǐ)用安裝支架進行安裝,可調安裝支架(jià)能夠使測(cè)量頭的(de)調節更加方便。
在調整被(bèi)測目標與測量頭時必須確保光路無遮擋。
濟型固定安裝非接觸式在線式工業紅外測溫儀(0~500℃)(圖6)")
b、電(diàn)氣安裝接線
AM係列 | ||||
紅 | 黑(hēi) | 藍 | 透明線 | 白 |
24V電源正 | 公共負極 | mA輸出+ | 屏蔽 | 接(jiē)黑色地可點亮激光 (但不建議常亮) |
外型尺寸和選件
a、主體及支架外型尺(chǐ)寸
同軸單(dān)激光聚焦瞄準固定安裝自帶顯示在(zài)線式感應紅外測溫儀(圖3)")
菠萝蜜视频网站IS-CF300AD(50-300℃)同軸單激光聚焦瞄準固定(dìng)安裝自帶顯示在線式感應紅外測溫儀(圖4)")
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應紅外測溫儀(圖5)")
同軸單(dān)激光聚焦瞄準固定安裝自帶顯示在線式感應紅外測(cè)溫儀(圖6)")
州菠萝蜜视频网站IS-CF300AD(50-300℃)同軸單(dān)激光聚焦瞄準固定安裝自帶顯示(shì)在線式感應紅外測溫儀(圖6)")
b、選件
(1)吹掃器
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應紅外測溫儀(圖8)")
同軸單(dān)激光聚焦瞄準固定安裝自(zì)帶顯示在線式感應(yīng)紅外測溫儀(圖9)")
(2)冷卻保護套(←點擊了解詳情)
AM係列冷卻裝置通壓縮空(kōng)氣時最高可(kě)耐(nài)溫150度左右,通冷卻水時(shí),最高可耐溫200度(dù)左右。冷卻裝置為全(quán)包型,前端配有吹掃器,內附(fù)紅外玻璃,可防塵;後(hòu)部分是冷卻套,帶可(kě)調的安裝支(zhī)架。我們隻提供(gòng)冷卻介質的接口,氣管/水管需客戶自備。氣管統一尺寸:6mm外(wài)徑。水管統(tǒng)一(yī)外(wài)徑(jìng):8mm。
同軸單激光聚焦瞄準(zhǔn)固定安(ān)裝自(zì)帶顯示在線式感應紅外測溫儀(圖10)")
同軸單激光聚焦瞄準(zhǔn)固定安裝自帶顯示在線式(shì)感應紅外測溫儀(圖11)")
同軸(zhóu)單激光聚(jù)焦瞄準固定安裝自帶顯示在線式感應紅外測溫儀(圖12)")
輻射率調節
按<SET> 鍵約 5秒進入輻射率(lǜ)設定, 第三位小數位在閃動,通(tōng)過<SET>鍵進行設定(0~9),2秒後第二位小數位閃動,通過<SET>鍵進(jìn)行設定(0~9), 2秒後第三位小(xiǎo)數位閃動,通過<SET>鍵進行設定(0~9), 2秒(miǎo)後第個位數位閃動,通過(guò)<SET>進行設定(0~1),再過2秒自動退出,自動保存。
激光及發射率按鍵
按鍵執行激光開關功能及(jí)發射率設置功(gōng)能。
功能按鍵與參數設置
激光的使用
每按按鍵一次,探頭執行(háng)激光開、關操作,位於開(kāi)關旁(páng)的指示燈會同時工作。激光打開後,CFL係列在30秒左右會自動(dòng)關閉,CF係列在3-4分鍾左右會自動關閉。
發射率
確定物體的(de)發(fā)射率
物體向外(wài)發(fā)射的紅外輻射強(qiáng)度取決(jué)於這個物體(tǐ)的溫度和這(zhè)個物體表麵材料的(de)輻射特性,我們用發射率(ε-Epsilon)這個參數描述物體向外輻射能量的能力。發(fā)射率的取值範圍可以從0到100%。我們通常說的“黑體”是指(zhǐ)發射率為1.0的理想輻射源,而鏡子的發射率一(yī)般為0.1。如(rú)果用紅外測溫儀測量溫度時選擇(zé)的發射率過高,測溫儀顯示的(de)溫度將低於被測目標的真實溫度——假設被測目標的溫度高於環(huán)境溫度。
低發射率(反(fǎn)光表麵(miàn))物體由於其他外輻射的幹擾或背景(jǐng)目標(火焰(yàn)、加熱係統、耐(nài)火材料)而造成的測(cè)量誤(wù)差,在這種情況下減小(xiǎo)測量誤差,要非(fēi)常仔細的安裝並且(qiě)保護探(tàn)頭避開反(fǎn)射的輻射源。
確定物體的(de)未知發射(shè)率可遵從以下步驟:
——用其他接觸式(shì)儀表確定(dìng)被測(cè)物體的(de)真實溫(wēn)度,然後用紅外測溫(wēn)儀測量該(gāi)物體,通過調節發(fā)射率設置,使紅外測溫儀顯示值與物體的真實溫度一致(zhì)。
——對低溫型測(cè)溫儀(yí),可以將被測物體的一(yī)部分表麵用發射率為0.98的黑顏料塗平,將紅外測溫儀的發射率(lǜ)調(diào)為0.98,測出該部分的溫度,然後測(cè)量相鄰邊緣的溫度並調節發射率直(zhí)到顯示值與(yǔ)剛才測量(liàng)的溫度一(yī)致。
典型發射率
當上(shàng)麵提到的(de)方法都不能幫助你確定某物體的發射率時,你可以使(shǐ)用附表給出的發射率表(biǎo)。這隻是平均值,實際材料的發射率取決於下(xià)列因(yīn)素:
-材料溫度
-測量角度
-表麵的幾何形狀
-材料厚度
-材(cái)料的表麵結構(拋光,氧化,粗糙,噴沙)。
-測量的光譜範圍
-透射率(比如薄膜)
常見金屬(shǔ)材料的發射率表
金屬的發射率表
為了(le)優化表麵溫度測量準(zhǔn)確度:
1、確定物體的發射率以及(jí)用於測(cè)量的設(shè)備的光譜範圍(wéi)。
2、將被測對(duì)象與周圍的熱源屏蔽開,避免反射。
3、對於溫度較高的物體,盡可能使用較短波長的設備。
4、對於(yú)半透明材料,例如塑料膜(mó)或玻璃,確保背景均(jun1)勻且(qiě)溫度低於被測對象。
5、當發射率低於0.9時,使設(shè)備垂直於物體表麵。在任何情況下,入射角都不得(dé)超過30°。
以下值為近似(sì)值,根據材料的實際(jì)表(biǎo)麵和條件(jiàn)不同可能會有所變化。 n.r.=不推薦
材料 | 發射率 | ||
1.0µm | 1.6µm | 8-14µm | |
鋁 | |||
未氧化 | 0.1-0.2 | 0.02-0.2 | n.r. |
氧化 | 0.4 | 0.4 | 0.2-0.4 |
鋁合金A3003 | |||
氧化(huà) | n.r. | 0.4 | 0.3 |
毛(máo)麵 | 0.2-0.8 | 0.2-0.6 | 0.1-0.3 |
光麵 | 0.1-0.2 | 0.02-0.1 | n.r. |
黃銅 | |||
光麵 | 0.8-0.95 | 0.01-0.05 | n.r. |
砑光(guāng)麵 | n.r. | n.r. | 0.3 |
氧化 | 0.6 | 0.6 | 0.5 |
鉻 | 0.4 | 0.4 | n.r. |
銅 | |||
光麵 | n.r. | 0.03 | n.r. |
毛麵 | n.r. | 0.05-0.2 | n.r. |
氧(yǎng)化 | 0.2-0.8 | 0.2-0.9 | 0.4-0.8 |
電氣(qì)接(jiē)線端子 | n.r. | n.r. | 0.6 |
金 | 0.3 | 0.01-0.1 | n.r. |
Haynes | |||
合金 | 0.5-0.9 | 0.6-0.9 | 0.3-0.8 |
鉻鎳鐵合金(jīn) | |||
氧化 | 0.4-0.9 | 0.6-0.9 | 0.7-.95 |
噴砂 | 0.3-0.4 | 0.3-0.6 | 0.3-0.6 |
電拋(pāo)光麵 | 0.2-0.5 | 0.25 | 0.15 |
鐵 | |||
氧化 | 0.4-0.8 | 0.5-0.9 | 0.5-0.9 |
未氧化 | 0.35 | 0.1-0.3 | n.r. |
鐵鏽 | n.r. | 0.6-0.9 | 0.5-0.7 |
熔融 | 0.35 | 0.4-0.6 | n.r. |
鐵,鑄鐵 | |||
氧化 | 0.7-0.9 | 0.7-0.9 | 0.6-0.95 |
未(wèi)氧化 | 0.35 | 0.3 | 0.2 |
熔融 | .035 | 0.3-0.4 | 0.2-0.3 |
鐵,鍛造 | |||
鈍鐵 | 0.9 | 0.9 | 0.9 |
鉛 | |||
光麵 | 0.35 | 0.05-0.2 | n.r. |
毛麵 | 0.65 | 0.6 | 0.4 |
氧化 | n.r. | 0.3-0.7 | 0.2-0.6 |
鎂 | 0.3-0.8 | 0.05-0.3 | n.r. |
汞 | n.r. | 0.05-0.15 | n.r. |
鉬 | |||
氧化 | 0.5-0.9 | 0.4-0.9 | 0.2-0.6 |
未氧化 | 0.25-0.35 | 0.1-0.35 | |
鎳(niè) | |||
氧化 | 0.8-0.9 | 0.4-0.7 | 0.2-0.5 |
電解 | 0.2-0.04 | 0.1-0.3 | n.r. |
鉑 | |||
黑 | n.r. | 0.95 | 0.9 |
銀 | n.r. | 0.02 | .n.r |
鋼 | |||
冷軋 | 0.8-0.9 | 0.8-0.9 | 0.7-0.9 |
地墊 | n.r. | n.r. | 0.4-0.6 |
光(guāng)澤鋼片 | 0.35 | 0.25 | 0.1 |
熔(róng)融 | 0.35 | 0.25-0.4 | n.r. |
氧化(huà) | 0.8-0.9 | 0.8-0.9 | 0.7-0.9 |
不鏽鋼(gāng) | 0.35 | 0.2-0.9 | 0.1-0.8 |
錫(未氧(yǎng)化) | 0.25 | 0.1-0.3 | n.r. |
鈦 | |||
光麵 | 0.5-0.75 | 0.3-0.5 | n.r. |
氧化 | n.r. | 0.6-0.8 | 0.5-0.6 |
鎢 | n.r. | 0.1-0.6 | n.r. |
光麵 | 0.35-0.4 | 0.1-0.3 | n.r. |
鋅 | |||
氧化 | 0.6 | 0.15 | 0.1 |
光麵 | 0.5 | 0.05 | n.r. |



 客(kè)服1
客(kè)服1  客服2
客服2